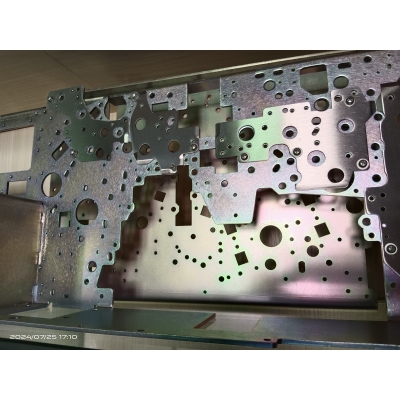
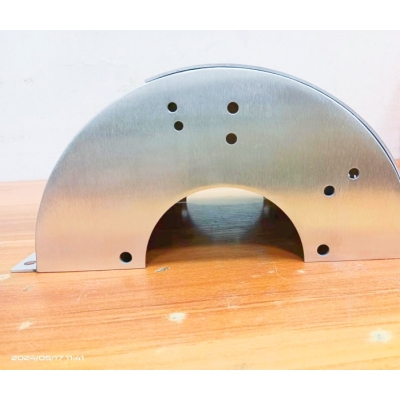
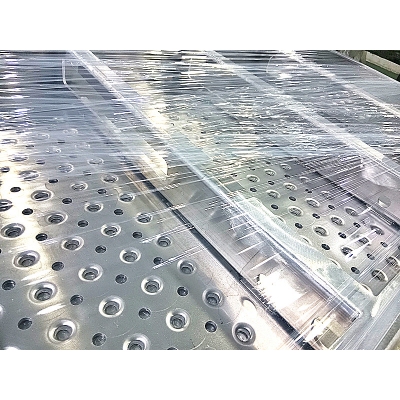
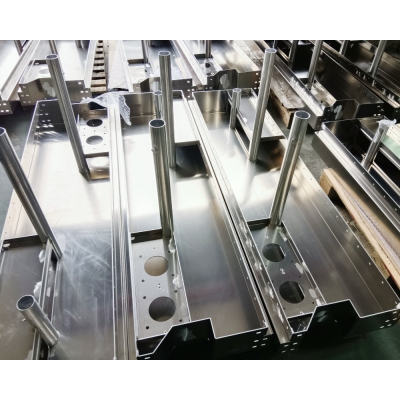
Custom Metal Box
JIATONG Sheet Metal focuses on custom machined sheet metal parts for over 11 years. Being engaged in Contract manufacturing of sheet metal frame, cover, bracket, enclosure, cabinet, housing, panel components. JIATONG also machine all types of custom Aluminum parts that you may want.
As precision machining specialists, we maintain tight tolerances and dimensions.
Contact us anyway, and we'll let you know what we can do for you!
Already have a part and drawing? Submit it to our online chat window and one of our sales representatives will get back as soon as possible!
![]()
![]()
![]()
Sheet Metal Manufacturing Rust Causes and Solutions
With the continuous development of technology, we often carry out sheet metal processing, and the quality of the products produced is very good. Sometimes, we will find that sheet metal products are rusted, which will directly affect the service life of sheet metal processing. So why does sheet metal processing rust? How can we solve this problem? First of all, if we want to solve the problem, we must first find the cause of the rust. Generally, there are the following types:
1. During pickling, the acid in the cracks is not neutralized or incompletely neutralized, and the phosphating treatment is not complete, and the film is not completely easy to rust. After painting, the rust spreads and overflows the cracks for a period of time.
2. After strong acid pickling and strong alkaline degreasing treatment, the agents remaining in the cracks are neutralized with each other. After they are not washed with water, they are cleaned and dried. After drying, there are white products in the cracks that have been painted for a period of time. This problem occurs mostly between March and November when a chemical reaction occurs and the overflow occurs.


Solution:
1. Weak alkaline degreasing must be used for degreasing. It cannot contain flake alkali. TAL should be controlled at around 15POINT. PH should not exceed 13.
2. Sulfuric acid can be used for pickling, and phosphoric acid can be used if the pickling time cannot be too long.
3. After pickling, neutralize with 1~2 sodium carbonate.
4. The surface adjustment is to use oxalic acid with a concentration of 1~2.
5. The acidity of zinc-based phosphating treatment should take the upper limit of dipping treatment concentration: TA: 35 or more. FA: 1.2AC: 8 (20CC fermentation tube).
QUICK LINKS>>>Sheet Metal Frame | Sheet Metal Housing | Sheet Metal Chassis | Sheet Metal Cover | Sheet Metal Parts Components | China Sheet Metal Manufacturer | Custom Sheet Metal Parts | Sheet Metal Cabinet | China Sheet Metal Parts | Sheet Metal Bracket | Sheet Metal Parts Manufacturer | Sheet Metal Fabrication China | Metal Manufacturing in China | Metal Enclosure Manufacturers | Sheet Metal Cover | Sheet Metal China | Sheet Metal Enclosure | Sheet Metal Box Fabrication | China Sheet Metal | Sheet Metal Products Manufacturing | Sheet Metal Manufacturing Company | Sheetmetalfab | Custom Aluminum Plates | Customized Metal Fabrication | Custom Steel Fabrication | Custom Power Enclosures | Sheet Metal MFG | Precision Sheet Metal Fabricator | Precision Sheet Metal Fabrication LLC | Sheet Metal Maker | China Sheet Metal Stamping Parts | Sheet Metal Parts China | Sheet Metal Vendors | Protection Cage | Rear Bracket | Front Bracket | Aluminum Base | Aluminium Base | Custom Metal Rack | Custom Sheet Metal Inc | Custom Steel Enclosure | Custom Metal Box